
プラスチック溶射処理、電気泳動処理、亜鉛メッキ処理は、特に鋳造機械において一般的な金属表面処理方法です。鋳造機械は、様々な複雑な環境で稼働することが多く、金属表面の耐腐食性が特に重要です。市場では、亜鉛メッキ処理と電気泳動処理が最も一般的に使用されていますが、卓業マンガン鋼鋳造機械は、十分な検討を重ねた上で、なぜプラスチック溶射処理を選択したのでしょうか?さて、この3つの処理方法について、詳しく分析していきます。
I. プラスチックスプレープロセス

プラスチックスプレープロセスは、物体の表面に塗料をスプレーするプロセスであり、様々な金属製品の表面処理に広く用いられています。このプロセスには、主に以下の利点があります。
プラスチックスプレープロセスは、迅速かつ効率的な表面コーティングを実現します。従来のブラッシングプロセスと比較して、プラスチックスプレープロセスはコーティング速度が速く、コーティング効果も優れているため、生産効率を大幅に向上させることができます。
プラスチック溶射プロセスには幅広いコーティングがあり、さまざまな金属材料やプロセス要件に合わせて選択できるため、より優れた耐腐食性、耐酸化性、紫外線保護、美的効果が得られます。
プラスチック溶射プロセスで使用されるコーティングは、優れた耐腐食性と耐摩耗性を備えており、侵食や損傷などの化学的、物理的、環境的要因から金属表面を保護することができます。
プラスチックスプレープロセスは、鉄、アルミニウム、銅、亜鉛、ステンレス鋼など、ほとんどの金属材料の表面コーティングに適用できます。
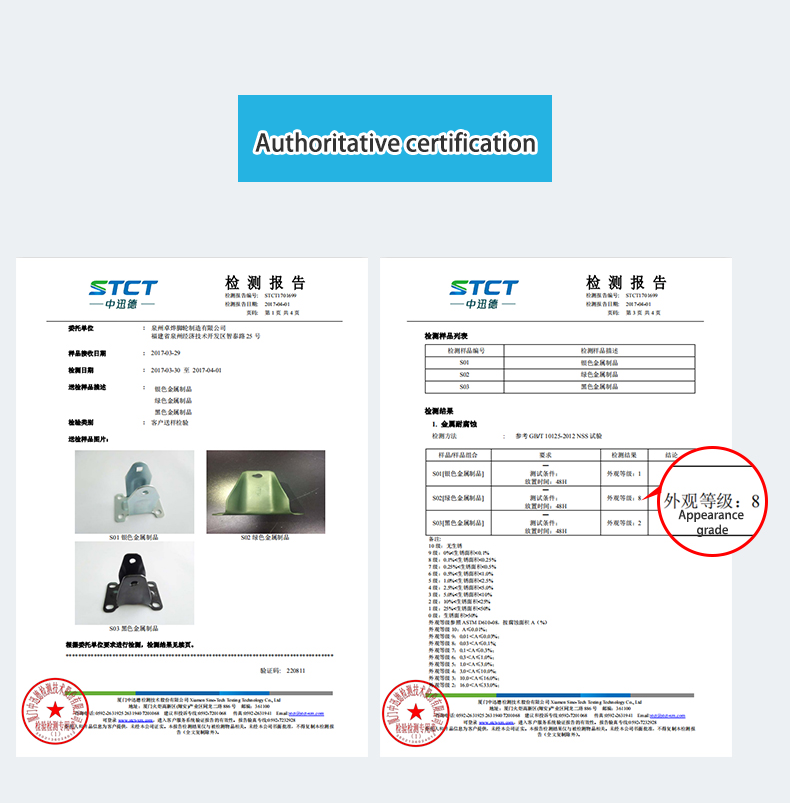
中塩水噴霧試験(NSS)では、権威ある機関による試験で、伝統的な亜鉛メッキ処理の外観等級は 8 級に達することがあります。
II. 電気泳動プロセス
電気泳動プロセスは、電気泳動の原理を利用したコーティングプロセスであり、塗料が帯電したワークピースの表面に付着します。このプロセスには、主に以下の利点があります。
電気泳動プロセスのコーティングは均一で、緻密で、非多孔性であり、コーティング品質が良好で、化学的、物理的、環境的要因による侵食や損傷から金属表面を保護することができます。
電気泳動プロセスで使用されるコーティングには多くの種類があり、より優れた耐腐食性、耐酸化性、紫外線保護、美観効果を実現するために、さまざまな金属材料やプロセス要件に適したコーティングを選択できます。
電気泳動プロセスを自動化することで、生産効率が向上し、コーティングコストが削減されます。
中塩水噴霧試験(NSS)では、伝統的な亜鉛メッキ処理の外観等級は、当局によってわずか2に定められています。
3番目は、亜鉛メッキ工程
亜鉛めっき工程は、鋼鉄の表面に亜鉛の層をコーティングすることで、鋼鉄製品の耐食性を向上させるものです。この工程には、主に以下の利点があります。
亜鉛めっきは、内部やめっきが困難な部分を含む金属表面のあらゆる部分を網羅的にめっきすることが可能です。その結果、亜鉛めっきによるめっきは優れた耐食性を実現します。
亜鉛メッキ処理で使用される亜鉛は自己修復性があり、コーティングに傷や損傷が発生した場合、亜鉛が流れて損傷した部分を埋めるため、コーティングの寿命が延びます。
中塩水噴霧試験(NSS)では、従来の亜鉛メッキ処理の外観は、当局の試験によるとクラス 1 のみです。
投稿日時: 2024年1月12日